New Digitized Boiler – Efficient, Safe, and High-Performance
As part of the project, the existing boiler was replaced with a modern, high-performance, and energy-efficient system. At the same time, the latest safety standards in accordance with BOME (SVTI) were integrated, bringing the operation up to the highest current legal and safety-related standards.
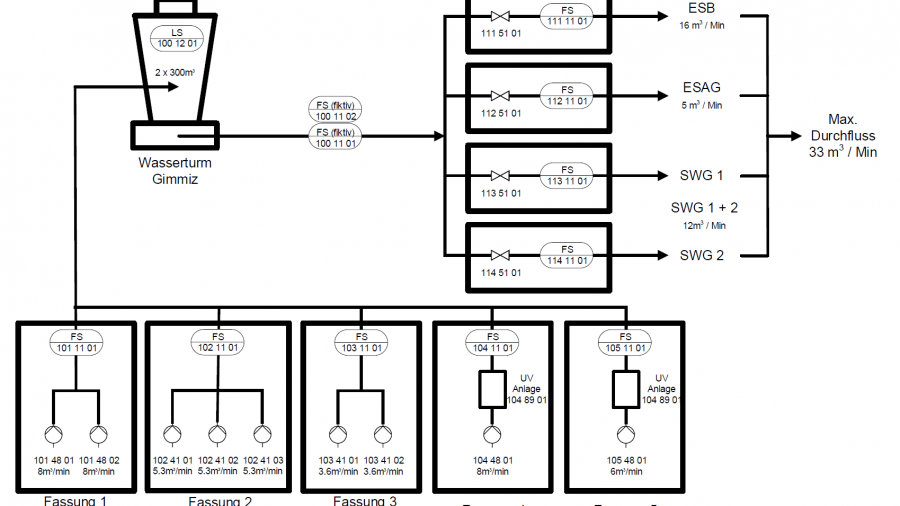
The new automated boiler control system ensures precise regulation of temperature, pressure, and steam generation. This minimizes efficiency losses and optimizes energy consumption.
Project Challenges and Objectives
A reliable and efficient hot water and steam system is essential for uninterrupted operation. However, our customer was facing several challenges:
- Outdated boiler technology: The existing steam boiler was technically obsolete and no longer complied with current safety standards.
- Lack of automation: Control was largely manual, resulting in high personnel effort and potential sources of error.
- Limited transparency: Without a modern process control system, detailed monitoring and optimization of processes were only possible to a limited extent.
- Safety requirements: Legal regulations, particularly BOME (Operationally Safe Organized Minimum Requirements for Energy Systems) defined by SVTI, required comprehensive adaptation of the entire system.
Project Goals – More Transparency, Less Effort
The goal was to modernize the entire boiler system, automate control processes, and implement an innovative process control system to ensure maximum safety, efficiency, and transparency.
The Solution: Modernized Boiler and Process Control Technology for Intelligent Steam Generation
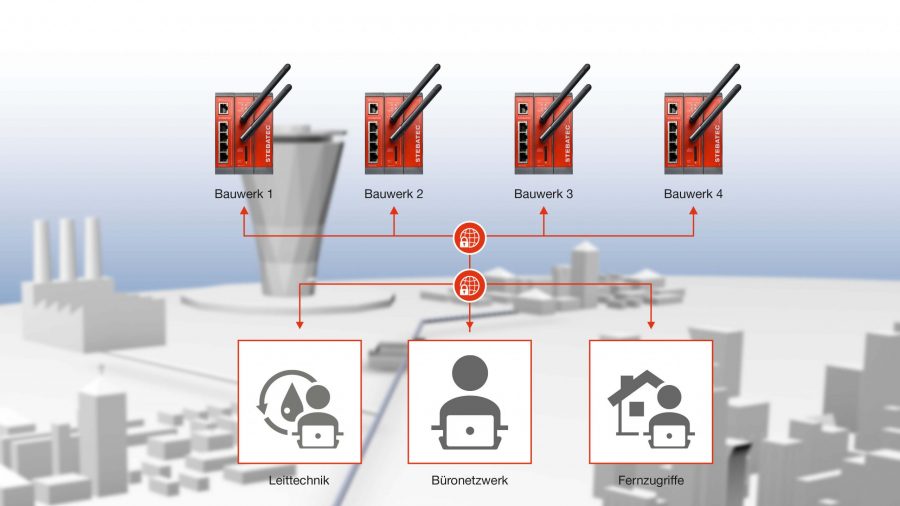
A key element of the modernization was the implementation of the REbella process control system. This powerful, web-based platform sets new standards in plant control and offers numerous benefits:
- Centralized control and monitoring: All hot water and steam system processes are consolidated in an intuitive user interface.
- Real-time data analysis: System status is available at any time, including via mobile devices.
- Automated fault detection: Deviations and critical conditions are identified early, enabling rapid countermeasures.
- Optimized maintenance: Precise diagnostic data allows predictive maintenance planning, minimizing downtime.
- Flexibility and scalability: The system can be easily adapted to future requirements.
The new automated boiler control system ensures precise regulation of temperature, pressure, and steam generation, reducing efficiency losses and optimizing energy consumption. The customer emphasized:
“REbella has given us a completely new perspective on our plant conditions. The transparency and flexibility the system provides allow us to respond much faster to faults and plan maintenance far more precisely.”
Added Value for the Customer
Through the boiler modernization and the introduction of REbella, the customer now benefits from more efficient, transparent, and secure process management:
- Maximum safety through compliance with the latest SVTI BOME standards
- Reduced energy consumption thanks to optimized boiler control
- Lower maintenance effort through predictive diagnostic functions
- Improved responsiveness to process deviations through real-time monitoring
- Flexibility for future expansions due to the modular REbella process control system
Conclusion of the Modernization
This comprehensive modernization has laid the foundation for future-proof and efficient operation, enabling sustainable optimization of steam generation for the customer.
About SSE Switzerland – Société Suisse des Explosifs
Société Suisse des Explosifs (SSE) is an industrial company active in the production and sale of products and services in the fields of civil explosives and synthesis chemistry. Founded more than 125 years ago, the company is part of the SSE Group. SSE Switzerland currently employs approximately 170 people and supplies both the Swiss and international markets.
The headquarters of SSE is located in the municipality of Brig, in the heart of the Swiss Alps.
Industry: Civil Explosives / Chemicals
Customer since: 2023
Employees: approx. 170
Location: Brig, Valais – Switzerland