Estavayer Lait SA, or ELSA for short, operates one of the largest dairies in Switzerland in Estavayer-le-Lac. It processes 269 million kilograms of milk a year and employs around 600 people. It has been part of the Migros community since 2003 and is therefore essential for the food supply in Switzerland.
Food processing industries generally require very large amounts of industrial heat. In addition, this heat source must be very reliable. If, for example, the heat supply fails, the delivered milk cannot be pasteurised and the entire production comes to a standstill.
At ELSA, a steam plant is operated for the required heat supply. This steam plant consists of 5 boilers, each producing between 5 and 12 tonnes of steam per hour. These boilers feed a huge steam distribution network, bringing the process steam to every point in the building. Once the required energy has been extracted from the steam, it condenses. The condensate is collected and returned to the cycle. This saves enormous amounts of water and energy.
Until now, however, this recirculated condensate was only fed into one of the three boiler houses. If the condensate collector was full, the condensate overflowed into the sewage system. This consumed valuable energy and drinking water, because the water was always replaced by new water.
In order to optimise this process, a new pipe was laid into the two other boiler houses in addition to the fresh water, through which the condensate is now returned.
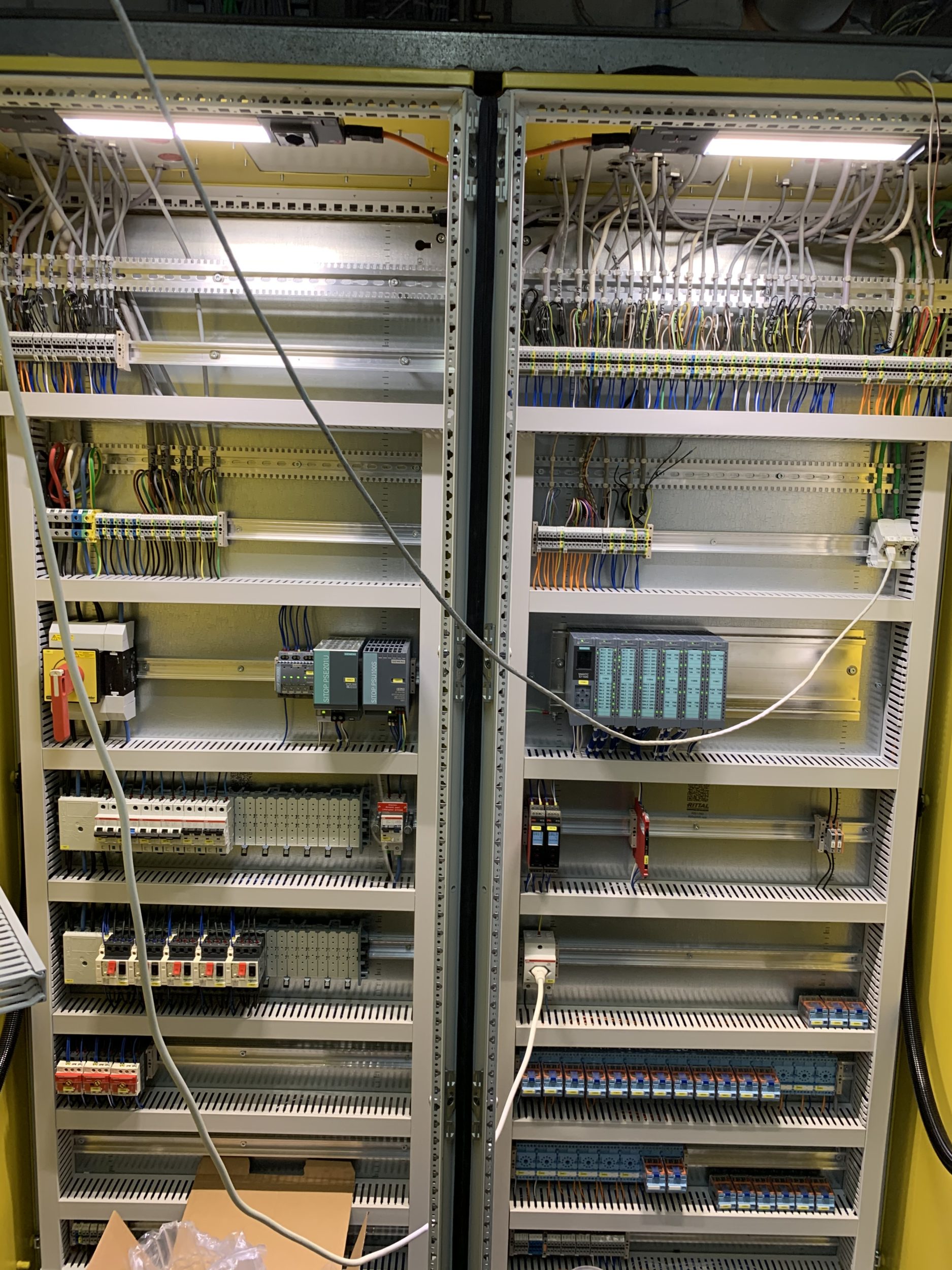
The company Stebatec AG was responsible for the EMSR implementation. In the course of this, a feedwater vessel was dismantled in boiler house 1. The remaining feedwater tank was detached from the boiler control system and is now controlled independently by its own control system.
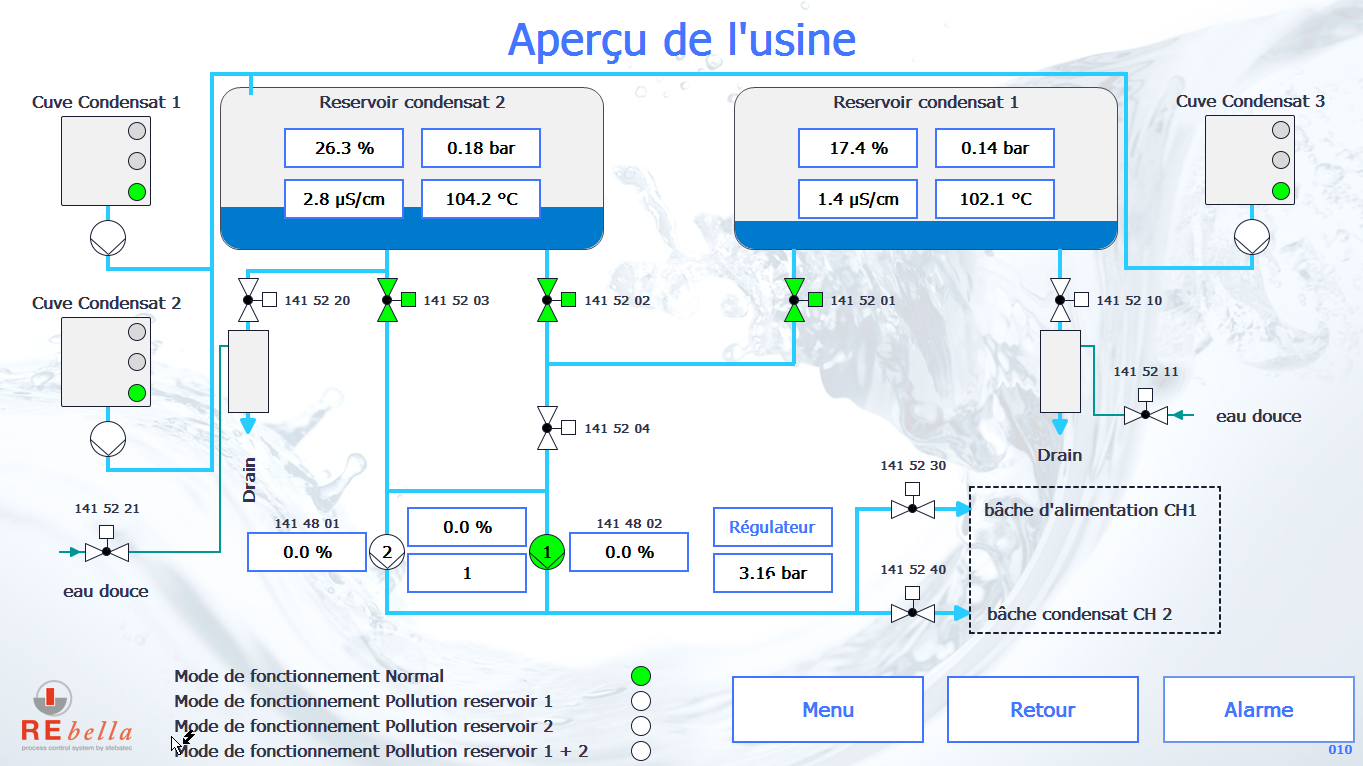
Furthermore, the plant can now be operated via a clear and intuitive HMI. This increases productivity and leads to rapid troubleshooting in the event of a malfunction. For example, all sensors and control devices are recorded for 10 days.
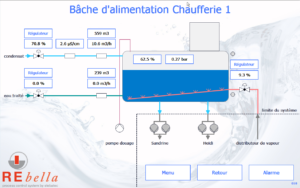
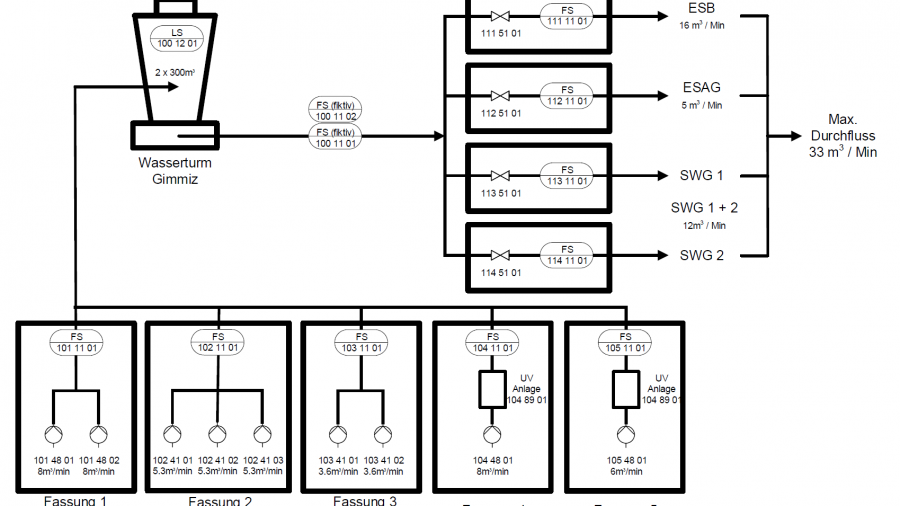
The incoming condensate is collected in one of the five tanks. This is then pumped into the respective boiler houses by means of pressure-regulated pumps.
Energy recovery
Reduce losses by opening up the vessels
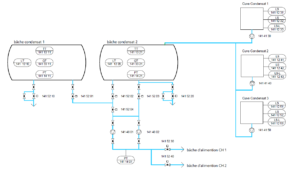
In boiler house 2, the control system was adapted in such a way that it can now also pump the condensate from boiler house 2 into the feedwater tank of boiler house 3. A new connection line was also created for this. Furthermore, a level control, a flow measurement and a dosing in boiler house 3 were added.
The dosing was realised with a pilot-operated controller. This means that both the flow rate of the condensate and the measured actual value (e.g. pH value) flow into the controller. This prevents major oscillations within the control loop.
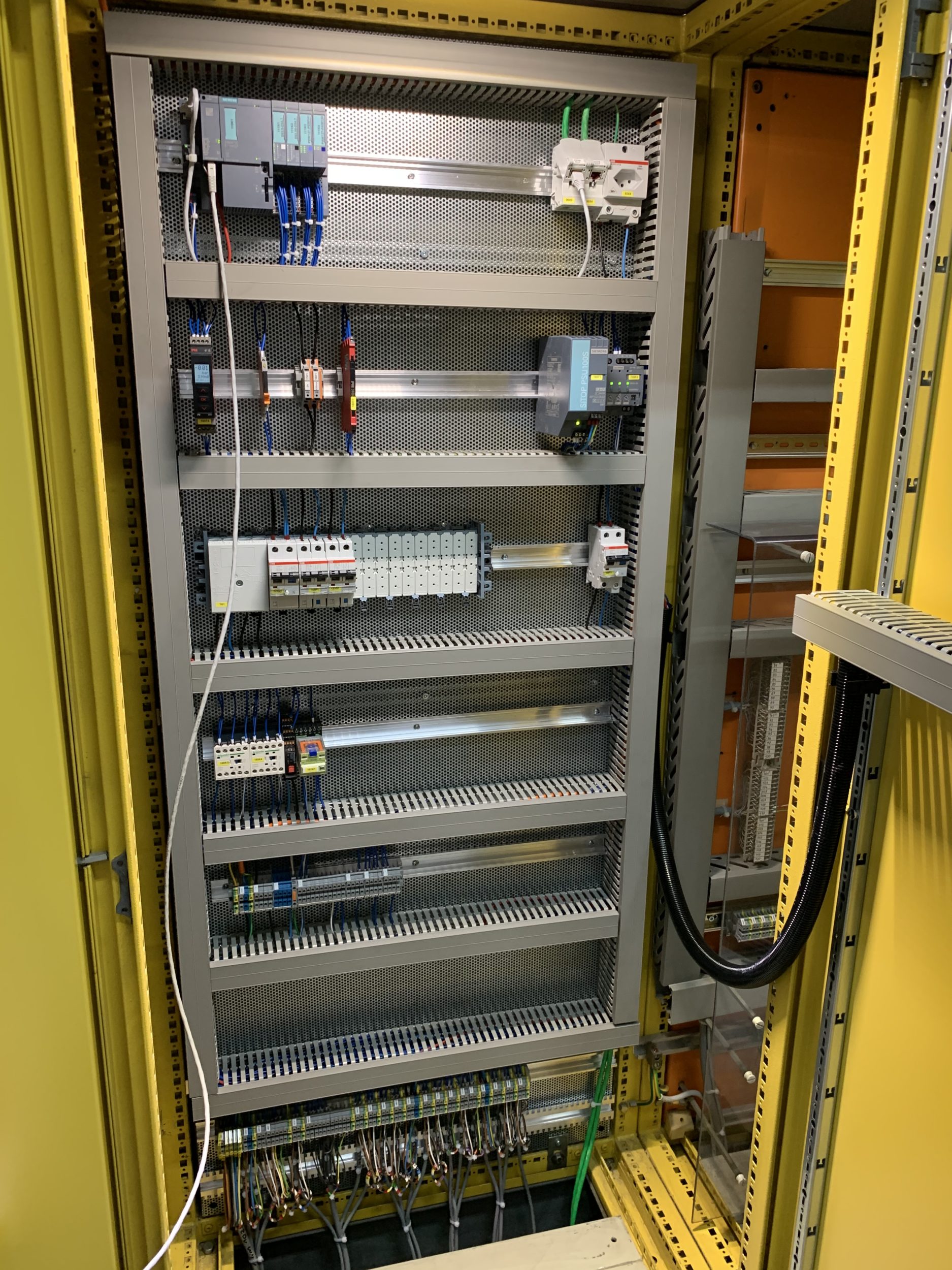
The company Stebatec AG was responsible for the EMSR implementation. In the course of this, adjustments to the control system were planned and carried out in all boiler houses. Furthermore, a completely new switchgear combination was created for the condensate control.
The system can now be operated via a clear and intuitive HMI. This increases productivity and leads to rapid troubleshooting in the event of a malfunction. For example, all sensors and control devices are recorded for 10 days.
SPS-update to ensure compatibility
Uninterrupted thanks to strategic update stages
The SPS programme was originally programmed on Siemens TIA Portal V13. As this version of the development environment was already outdated, it was partly not possible to use the new hardware. We recognised the problem and suggested that an update be carried out. The implementation was also carried out by Stebatec.

During this upgrade, special attention had to be paid to switching off only small parts of the entire plant at a time. Production was never allowed to be interrupted for this. However, since all parts of the plant communicate with each other, intermediate software statuses had to be created in some cases for this purpose.
Finally, after the successful conversion, the customer is happy to be at the cutting edge of technology.